 手机站
手机站 -
医疗钛合金细长管内壁抛光,粗糙度可达Ra0.1以下!
钛合金以强度高、韧性足、质量轻、不易氧化等优点, 已成为骨科、齿科和心血管等植介入物或器械用主要原材料。在诸多钛合金医疗器械中,以钛合金细长管内壁抛光最有难度,之前只有日本一家企业能够将内壁粗糙度做到Ra0.08μm以下,可以说是一道世界级难题。而随着斯曼克磨粒流近年来对微孔抛光研究的不断深入,钛合金毛细管内壁抛光已有解决方案。

当然,钛合金毛细管内壁抛光,不仅仅是抛光这道工序,而是一道系统工程。国产不锈钢管内孔粗糙度都想达到Ra0.08,代替日本或其它国家的产品,但前提有没有考虑过生产工艺、材料、抛光前的底坯粗糙呢?再好的工艺也需要工艺与工艺之间衔接!大跃进就是大撤退!
当细长管有个良好的底胚之后,我们再用斯曼克微孔抛光专用机去抛,达到Ra0.1以下就非常轻松了。斯曼克磨粒流已经成功做过好几家钛合金细长管内孔抛光的案例,我们先来看下抛光前后的效果。
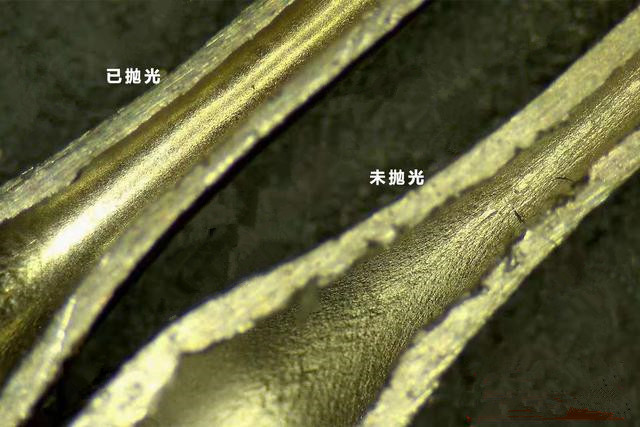
这是大孔向小孔过渡处的效果:
这是小孔端的效果:
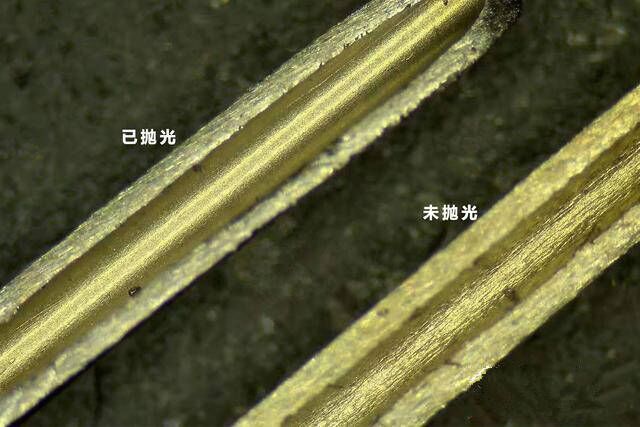
从显微镜下的图片可以看出,未抛光的管子内壁纹路非常明显,一个小竖条一个小竖条的。而抛光后的内壁,纹路不见了,内壁纹理变得非常细腻。抛光并不只是增亮那么简单,而是要将粗糙度降低,否则我们用抛光液浸泡都能解决。针对毛细管内壁,电化学抛光并不能降低粗糙度。必须得用物理的方式研磨,而一般的机械抛光,根本无法在保持精度的同时降低粗糙度。斯曼克磨粒流采用特殊的流体磨料,将磨料挤压进入毛细管内孔,磨料中具有切削能力的高硬度微粉开始切削粗糙纹路与颗粒,达到光整效果。
流体抛光不会产生瞬时局部高能量高压力,而是以柔克刚式地持续研磨(实际速度也非常快),因此不会对工件表面产生弹、塑性变形,也不会形成热应力,残余应力,冷作硬化等表面缺陷,不仅可以保持而且可以增强钛合金内壁质量特性。抛光后的钛合金细管,可以再增加一道增亮工序,这个就比较简单了,不再论述。
在线客服
15592563725
15389317807

